

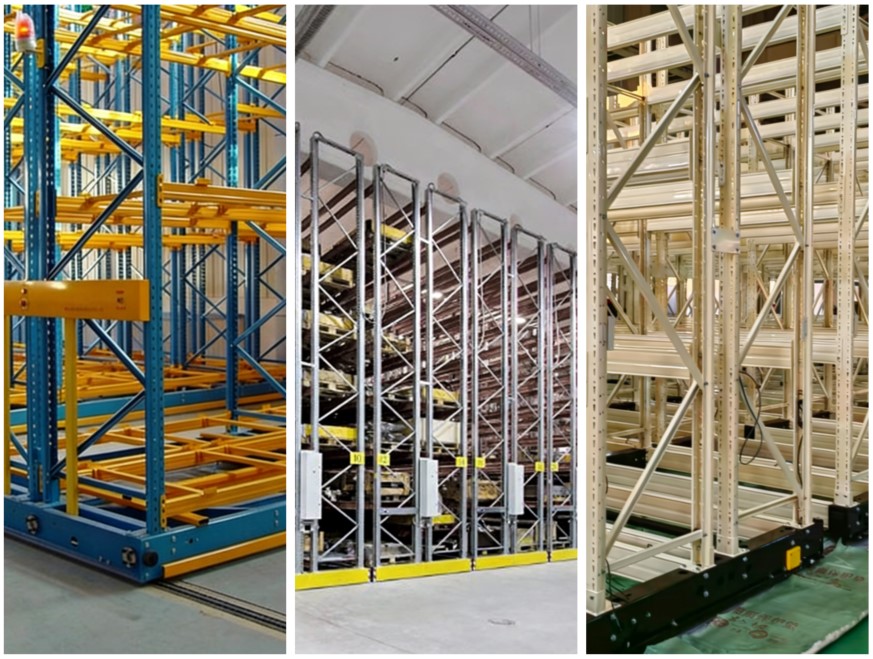





移动式货架是一种依托智能轨道移动技术实现密集存储的现代化仓储设备,其通过可移动底座或整体结构在固定轨道上滑动,彻底消除传统货架间冗余的固定通道,以动态调整布局显著提升空间利用率,使存储密度翻倍增长。其模块化设计与多重安全防护机制(如防倾倒装置、限位保护),使其能灵活适配冷链、医药、档案等多元场景,成为土地成本高企或空间受限环境下优化仓储效能的核心解决方案。

一、四大核心优势,破解仓储难题
1. 高密度存储,空间利用率提升50%~80%
仅需1条作业通道,货架紧密拼接,存储量翻倍,每1000㎡仓库可多存240㎡货物,租金成本直降,投资回报立竿见影!
2. 智能驱动,操作省力高效
一键开合,通道秒级响应,支持电动/智能双驱动模式;
配合定位传感器精准停靠,单人即可完成整库存取,人力成本降低30%!
3. 三重安全防护,零事故设计
红外感应:自动检测人员进入,避免碰撞风险;
防撞条+急停按钮:双重制动保障,操作更安心;
声光报警+断电手动解锁:紧急情况快速响应,人员货物双重保护!
4. 数据化对接,仓储管理智能化
智能款可无缝对接WMS/ERP/档案管理系统,实现库存盘点、存取记录、权限管控、温湿度监控全流程可追溯;
适配多形态货物(箱装、托盘、档案、工具、备件等),支持按品类、批次、权限分区管理,灵活高效!
二、产品特点
1. 超强承重,稳定可靠
整架承重≥2000kg,重型货物稳稳托举;
单层承重200kg-500kg可选,满足多样化存储需求。
2. 灵活定制,适配多元场景
长度、高度、层数可按需定制,空间利用率最大化;
防锈防腐设计,-25℃低温环境正常运行,冷链仓储无忧!
